

Металлы. Метод испытания на ползучесть
ГОСТ 3248-81
Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛЫ
Метод испытания на ползучесть
Metals.
Creep test method
Дата введения 1982-07-01
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 2 сентября 1981 г. № 4137 срок введения установлен с 01.07.82
ПРОВЕРЕН в 1986 г. Постановлением Госстандарта от 05.12.86 № 3691 срок действия продлен до 01.07.92*
_______________
* Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС № 2, 1993 г.). - Примечание.
ПЕРЕИЗДАНИЕ (март 1988 г.) с Изменением N 1, утвержденным в декабре 1986 г. (ИУС 2-87).
ВЗАМЕН ГОСТ 3248-60
Настоящий стандарт устанавливает метод испытания на ползучесть черных и цветных металлов и сплавов при температуре до 1200 °С
Сущность метода состоит в том, что образец подвергается воздействию постоянной растягивающей нагрузки и постоянной температуры при фиксировании деформации образца во времени.
В результате испытания определяют предел ползучести материала, т.е. напряжения, при котором скорость или деформация ползучести за определенный промежуток времени не превышает заданной величины.
Стандарт соответствует ИСО/Р-203, ИСО/Р-204.
1. ФОРМА И РАЗМЕРЫ ОБРАЗЦОВ
1. ФОРМА И РАЗМЕРЫ ОБРАЗЦОВ
1.1. Устанавливают основные образцы:
цилиндрические - диаметром 10 мм, с расчетной длиной 100, 150 и 200 мм;
плоский - шириной 15 мм, с расчетной длиной 100 мм.
Толщина образца определяется толщиной проката.
Допускается при наличии технических обоснований применять пропорциональные образцы других размеров и форм, с начальной расчетной длиной ![]() или
или ![]() мм, где
мм, где ![]() - начальная площадь поперечного сечения рабочей части образца в мм
- начальная площадь поперечного сечения рабочей части образца в мм![]() . Диаметр цилиндрических образцов должен быть не менее 5 мм.
. Диаметр цилиндрических образцов должен быть не менее 5 мм.
1.2. Допускаемые отклонения на размеры и параметр шероховатости обрабатываемой поверхности образцов должны соответствовать требованиям, указанным в табл. 1.
Таблица 1
|
|
|
| ||
|
|
|
| ||
|
|
|
|
| |
сечения |
|
|
| ||
|
|
| 0,80 | ||
части, мм |
|
| |||
1.2.1. Допускаемые отклонения от заданной расчетной длины образца, длины участка рабочей части образца, на котором измеряется удлинение, не должны превышать ±1%.
1.2.2. Биение цилиндрического образца при проверке в центрах не должно превышать 0,02 мм.
1.2.3. Допускаемое отклонение по величине площади поперечного сечения не должно превышать ±0,5%.
1.3. Образец по форме и по размерам головок образца и переходной части от головки к его рабочей длине определяется принятым способом крепления измерителя удлинений на образце и способом крепления образца в захватах испытательной машины. Сопряжение головки образца с его рабочей частью должно быть плавным.
Образцы можно применять двух видов: с обработанной поверхностью или с сохранением поверхностного слоя (например, образцы из листового проката или образцы, изготовленные методом точного литья) в соответствии с условиями поставки, применением и технологией изготовления полуфабрикатов и изделий.
(Измененная редакция, Изм. № 1).
1.4. Образцы, имеющие коробление, механические повреждения, поверхностные дефекты в виде инородных включений, расслоений, пор, раковин, трещин (возникающих в результате механической или термической обработки), испытаниям не подвергаются. Рихтовка или другой вид правки заготовок или образцов для испытаний не допускается.
1.5. Если металл подлежит испытанию в термообработанном виде, то термообработке подвергаются заготовки для образцов. Если после термообработки металл плохо обрабатывается резанием, то эти заготовки предварительно должны быть доведены до размеров, включающих припуск на окончательную обработку и возможное коробление. Требования к металлу и размерам заготовок устанавливаются стандартами или техническими условиями на металлопродукцию.
При изготовлении образцов не должно происходить изменений структуры и свойств испытуемого металла (например, вследствие нагрева или наклепа).
1.6. Требования к точности измерения образцов до испытаний должны соответствовать ГОСТ 9651-84, если не предъявляются более жесткие требования.
2. ПРИМЕНЯЕМАЯ АППАРАТУРА
Технические требования к машинам для испытания металлов на ползучесть должны соответствовать ГОСТ 15533-80.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
3.1. Правильность установки образца в захватах испытательной машины (отсутствие эксцентриситета) проверяется измерением при нормальной температуре упругих удлинений образца на двух диаметрально противоположных сторонах и должно быть не более 10% среднего арифметического значения деформации образца.
(Измененная редакция, Изм. № 1).
3.2. Образец, установленный в захватах испытательной машины и помещенный в печь, нагревают до заданной температуры (время нагрева должно быть не более 8 ч) и выдерживают при этой температуре не менее 1 ч. При необходимости продолжительность выдержки регламентируется в стандартах или технических условиях на металлопродукцию.
Примечания:
1. В особых случаях, если испытываемый материал имеет стабильную структуру и предназначен для длительных сроков службы, время нагрева может быть более 8 ч, а для материала, имеющего нестабильную структуру и предназначенного для небольших сроков службы, время предварительной выдержки - менее 1 ч.
2. Нагревательное устройство может применяться с защитной или иной атмосферой, если этого требуют условия испытания.
3.3. Для измерения температуры на образцах с расчетной длиной до 100 мм включительно должно быть установлено не менее двух термопар, а на образцах с расчетной длиной свыше 100 мм не менее трех термопар, распределенных равномерно по всей расчетной длине. Термопары устанавливаются так, чтобы горячие спаи плотно соприкасались с поверхностью образца: горячий спай термопары должен быть защищен от воздействия раскаленных стенок печи.
3.4. Термопары должны поверяться по ГОСТ 8.338-78. Сроки поверки термопар из неблагородных металлов должны соответствовать указанным в табл. 2.
Таблица 2
|
| |
|
| |
|
|
|
500-800 | 500 | 1000 |
850-1000 | 100 | 250 |
Если продолжительность испытания превышает указанные сроки поверки термопар, последние должны поверяться до и после испытания. В случае изменения показаний термопар применяются иные термопары, сохраняющие стабильность показаний до конца испытаний.
Холодный спай термопары в процессе испытания должен иметь постоянную температуру.
3.5. Отклонения от заданной температуры испытания в любой момент в течение всего времени испытания и в любой точке расчетной длины образца не должны превышать:
температура нагрева
±3 °С | до 600 °С | |||
±4 °С | от 600 до 900 °С | |||
±6 °С | от 900 до 1200 °С | |||
Необходимо периодически, не реже чем через 2 ч, измерять температуру испытания. Рекомендуется автоматическая запись температуры на протяжении всего испытания.
3.6. Температура испытания выбирается кратной 25, если по условиям исследования не требуется специальная температура.
3.7. После нагрева образца и выдержки при заданной температуре к образцу плавно прикладывают предварительную нагрузку, равную приблизительно 10% от заданной общей нагрузки, но при этом предварительная нагрузка не должна вызывать в образце напряжение более 10 МПа.
Если температура образца и показания измерителя удлинения остаются в течение 5 мин неизменными, то проводят плавное нагружение образца до заданной нагрузки.
3.8. Одновременно с приложением нагрузки должна проводиться регистрация удлинения образца, начиная с предварительной нагрузки и на каждой ступени нагружения, если последнее осуществляется ступенями.
Регистрацию удлинения образца должны проводить или непрерывно, или с такими интервалами, чтобы можно было полностью установить характер изменения удлинения.
Части приборов, выходящие из печи, должны быть сконструированы и защищены так, чтобы кратковременные изменения температуры не влияли на показания приборов.
Примечание. Допускается применение приборов с точностью отсчета деформации до 0,02 мм, если по требованиям испытания такая точность достаточна.
Если конструкция испытательной машины на ползучесть не позволяет осуществлять нагружение ступенями, то пластическая деформация при нагружении может быть получена вычитанием упругой деформации из суммарной. Упругая деформация рассчитывается из величины модуля упругости материала при температуре испытания.
Перерывы при испытании небольшой длительности не допускаются. Длительные испытания после перерывов могут быть продолжены. Образцы при перерыве испытания не разгружаются. Необходимо обеспечить отсутствие дополнительных напряжений в образце при его охлаждении.
3.9. Продолжительность испытания и допуск на деформацию при заданных напряжениях и температуре (т.е. нагрузке, отнесенной к начальной площади поперечного сечения образца) устанавливаются для каждого материала в зависимости от его назначения.
Определение предела ползучести рекомендуется проводить при допусках на удлинение от 0,1 до 1% при длительности испытания 50, 100, 300, 500, 1000, 3000, 5000, 10000 ч, если не требуется иная длительность или иной допуск на деформацию.
В случае определения предела ползучести по скорости ползучести продолжительность испытания должна составлять не менее 2000-3000 ч, при условии продолжительности прямолинейного участка кривой ползучести не менее 500 ч, при этом указывается метод определения.
3.10. Температура помещения во время испытания должна быть по возможности постоянной. Колебания температуры помещения во время измерения удлинения не должны превышать ±3 °С.
3.11. После окончания испытания на ползучесть образец разгружают до величины предварительной нагрузки и определяют абсолютную величину остаточного удлинения.
4. РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
4.1. Результаты испытаний (кроме приемо-сдаточных) представляют графически в виде первичных кривых ползучести в координатах "относительное удлинение (т.е. деформация ползучести) - время", по которым затем определяют напряжение (т.е. нагрузку, отнесенную к начальной площади поперечного сечения образца), соответствующее условному пределу ползучести материала.
4.2. Условный предел ползучести - напряжение, которое вызывает за установленное время испытания при данной температуре заданное удлинение образца (суммарное или остаточное) или заданную скорость ползучести на прямолинейном участке кривой ползучести.
Суммарное ![]() или остаточное
или остаточное ![]() относительное удлинение в процентах (см. чертеж) вычисляют по формулам:
относительное удлинение в процентах (см. чертеж) вычисляют по формулам:
![]()
![]()
где ![]() - начальная расчетная длина, измеренная при комнатной температуре перед испытанием образца с погрешностью до 0,05 мм;
- начальная расчетная длина, измеренная при комнатной температуре перед испытанием образца с погрешностью до 0,05 мм;![]() - абсолютное удлинение, регистрируемое при очередном измерении деформации образца в процессе испытаний, мм.
- абсолютное удлинение, регистрируемое при очередном измерении деформации образца в процессе испытаний, мм.
Примечание. Допускается определять суммарное или остаточное удлинение без учета пластической составляющей удлинения при нагружении. При представлении результатов это необходимо указать. Первоначальная расчетная длина ![]() должна измеряться при комнатной температуре перед испытанием образца.
должна измеряться при комнатной температуре перед испытанием образца.
4.3. Определение условного предела ползучести проводят следующим образом:
испытывают серию образцов при данной температуре и трех-четырех уровнях напряжений. Количество образцов в серии должно обеспечивать необходимую точность определения условного предела ползучести;
на основе полученных первичных кривых ползучести определяют среднее значение ![]() ,
, ![]() и скорости ползучести на прямолинейном участке каждого уровня напряжений и строят диаграммы зависимости между напряжением и удлинением или между напряжением и средней равномерной скоростью ползучести на прямолинейном участке в логарифмической системе координат (допускается обработка данных испытаний в других системах координат). По этим диаграммам находят искомое напряжение, которое записывают с точностью до 5 МПа;
и скорости ползучести на прямолинейном участке каждого уровня напряжений и строят диаграммы зависимости между напряжением и удлинением или между напряжением и средней равномерной скоростью ползучести на прямолинейном участке в логарифмической системе координат (допускается обработка данных испытаний в других системах координат). По этим диаграммам находят искомое напряжение, которое записывают с точностью до 5 МПа;
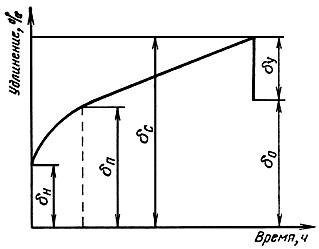
![]() - удлинение при нагружении;
- удлинение при нагружении; ![]() - полное (упругое + остаточное удлинение на криволинейном участке);
- полное (упругое + остаточное удлинение на криволинейном участке); ![]() - суммарное (упругое + остаточное) удлинение за время испытания;
- суммарное (упругое + остаточное) удлинение за время испытания; ![]() - упругое удлинение;
- упругое удлинение; ![]() - остаточное удлинение
- остаточное удлинение
после того как искомое напряжение будет найдено не менее чем при трех разных температурах испытания, может быть построена диаграмма зависимости между условным пределом ползучести и температурой.
Пример условного обозначения величины деформирования предела ползучести ![]() при допуске на деформацию 0,2% за 100 ч испытания при температуре 700 °С:
при допуске на деформацию 0,2% за 100 ч испытания при температуре 700 °С:
![]() .
.
При этом необходимо дополнительно указать суммарную или остаточную деформацию, по которой определялся предел ползучести.
Пример условного обозначения величины предела ползучести при скорости ползучести 1·10![]() %/ч при температуре 600 °С:
%/ч при температуре 600 °С:
![]() .
.
При этом необходимо дополнительно указать время испытания, за которое была достигнута заданная скорость ползучести.
(Измененная редакция, Изм. № 1).
4.4. Результаты испытания на ползучесть по каждому образцу записывают по форме, приведенной в рекомендуемом приложении.
ПРИЛОЖЕНИЕ (рекомендуемое). ФОРМА ЗАПИСИ РЕЗУЛЬТАТОВ ИСПЫТАНИЯ МЕТАЛЛОВ НА ПОЛЗУЧЕСТЬ
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Материал
1. Наименование, марка (по соответствующему стандарту).
2. Химический состав.
3. Способ выплавки (тип печи) и размер слитка, заготовки.
4. Форма (прокат сортовой, прокат листовой, труба, отливка и т. д.).
5. Виды и режимы термообработки.
6. Механические свойства (предел прочности, предел текучести, удлинение, поперечное сужение, ударная вязкость, твердость).
7. Микроструктура и величина зерна.
2. Образцы
1. Из какого места взят образец (расстояние оси образца от оси слитка заготовки или изделия; продольный, поперечный).
2. Размеры расчетной части образца (длина и диаметр поперечного сечения в мм, до и после испытания, измеренные в помещении, где проводится испытание).
3. Аппаратура
1. Тип установки для испытания.
2. Точность измерения температуры.
3. Точность измерения деформации (абсолютная).
4. Условия и результаты испытаний
Напря- жение | |||||||||||||||
Но- мер об- раз- | Тем- пера- | Вре- мя наг- рева | Вре- мя вы- дер- жки |
|
| Удли- нение при нагру- жении | Удли- нение пол- ное | Удли- нение сум- мар- | Удли- нение упру- гое | Удли- нение оста- точ- | Сред- няя ско- рость удли- нения на прямо- | Про- дол- | Пере- пад тепе- ра- | Колеба- | Коле- ба- |
ч | МПа | % | °С | ||||||||||||
Поищите трубки пвх здесь - https://www.komplektacya.ru/vse-dlja-monolita/truby-pvx/